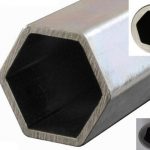
AISI 1040 Խոռոչ բար
Սնամեջ հատված ՝ կլոր
Հաստությունը `0,6-100 մմ
Տրամագիծը `5-200 մմ
երկարությունը `ոչ ավելի, քան 12 մետր:
AISI 1040 Քիմիա:
Ածխածին ՝ 0,37 - 0,44
Մանգան `0,6 - 0,9
Ֆոսֆոր ՝ 0,04 մաքս
Sծումբ ՝ 0,05 մաքս
Ածխածնային պողպատից 1040 ԸՆԴՀԱՆՈՒՐ ԲՆՈՒԹԱԳԻՐՆԵՐ
C1040- ը միջին ածխածնային, միջին առաձգական պողպատ է, որը մատակարարվում է որպես կեղծված կամ նորմալացված:
ԴԻՄՈՒՄՆԵՐ
Պողպատի այս դասարանը օգտագործվում է կեղծված մասերի համար, որտեղ նյութի ամրությունն ու ամրությունը համապատասխան են: C1040- ը կարող է օգտագործվել կեղծված ծնկաձեւ լիսեռի և ագույցների արտադրության համար, ինչպես նաև մի շարք մասեր, որտեղ ջերմամշակված C1040- ի հատկությունները հարմար են կիրառմանը:
Կեղծում
C1040- ը կեղծվում է 2200ºF (1205ºC) ջերմաստիճանից 1650ºF (900 regionC) տարածաշրջանում
Միայն փորձը որոշելու է այս երկու պարամետրերի մոտակա ճշգրիտ արժեքները:
Դարբնոցից հետո մասերը օդափոխվում են:
HEերմային բուժում
ՕԳՏԱԳՈՐՈՒՄ
C1040 փոքր դարբնոցների ամբողջական վերամշակումն իրականացվում է 1450-1600ºF (840-890ºC) ջերմաստիճանից
որին հաջորդում է վառարանի հովացումը ժամում 50ºF (28ºC) ջերմաստիճանում, մինչև 1200ºF (650 ºC) ներծծում և օդային հովացում:
Նորմալացնելը
Այս դասարանի նորմալացման ջերմաստիճանը սովորաբար 1600-1650ºF է (870-900ºC)
Նորմալացմանը հաջորդում է հովացումը անշարժ օդում: Երբ դարբնոցները նորմալացվում են նախքան կարծրացումը և մեղմացումը կամ այլ ջերմային բուժում, օգտագործվում է նորմավորող ջերմաստիճանի վերին սահմանը: Երբ նորմալացումը վերջնական բուժումն է, օգտագործվում է ցածր ջերմաստիճանային միջակայք:
Խստացում
Այս դասի կարծրացումն իրականացվում է 1525-1575ºF (830-860ºC) ուժեղացնող ջերմաստիճանից, որին հաջորդում է նավթի կամ ջրի մարումը:
Ֆլեյմի և ինդուկցիայի կարծրացումը կարող է իրականացվել ցանկալի խորության արագ տաքացման և ջրի կամ յուղի մարման միջոցով: Դրան պետք է հաջորդի ա կոփում 300-400ºF (150-200 150C) ջերմաստիճանում բուժում `գործի սթրեսը նվազեցնելու համար` առանց դրա կարծրության վրա ազդելու: Rc 50-55 կարծրություն կարելի է ստանալ մակերեսի կարծրացման միջոցով:
EMԱՆԿԱՈՒՄ
Սովորական կարծրացումից և յուղի կամ ջրի մարումից հետո մեղմացումը կատարվում է 750-1260 ºF (400-680 ºC) ջերմաստիճանում `գործնական փորձով որոշված պահանջվող մեխանիկական հատկությունները տալու համար:
ՀԱՍՏՈՈՒԹՅՈՒՆ
C1040- ի մեքենայականությունը լավն է, ապահովելով վերը նկարագրված ամբողջ փխրեցման ցիկլը `ապահովելով կոպիտ շերտավոր մարգարիտ` կոպիտ գնդաձև միկրոկառուցվածքով:
Եռակցելիություն
Այս դասարանը հեշտությամբ զոդվում է ճիշտ ընթացակարգով: Խորհուրդ չի տրվում եռակցումը կոշտացած կամ բոցի կամ ինդուկցիոն կարծրացված պայմաններում:
Weldingածր ջրածնային էլեկտրոդները խորհուրդ են տրվում 300-500ºF (150-260 ºC) տաքացումով հանդերձ, որպեսզի դրանք պահպանվեն եռակցման ժամանակ, Դանդաղ հովացվեն և հնարավորինս սթրեսը թեթեւացնեն:
UNS G10400, ASTM A29, ASTM A108, ASTM A510, ASTM A519, ASTM A546, ASTM A576, ASTM A682, MIL SPEC MIL-S-11310 (CS1040), SAE J403, SAE J412, SAE J414, DIS 1.4086, C, BS 970 060A40, BS 970 080A40, BS 970 080M40 (EN8), BS 2 S 93